Comment préparer un fichier STL
pour l’impression 3D
Erreurs de mesh, épaisseurs insuffisantes, mauvaise orientation, normales inversées — ce guide couvre toutes les causes d’échec avant même de lancer l’impression.
IntroPourquoi un fichier STL peut faire échouer une impression
Le fichier STL est le format pivot de l’impression 3D : c’est lui que votre logiciel de découpe (slicer) lit pour générer les trajectoires d’impression. Un STL est une description de surface par triangles — sans information sur les matériaux, les couleurs ni les dimensions physiques au-delà de la géométrie.
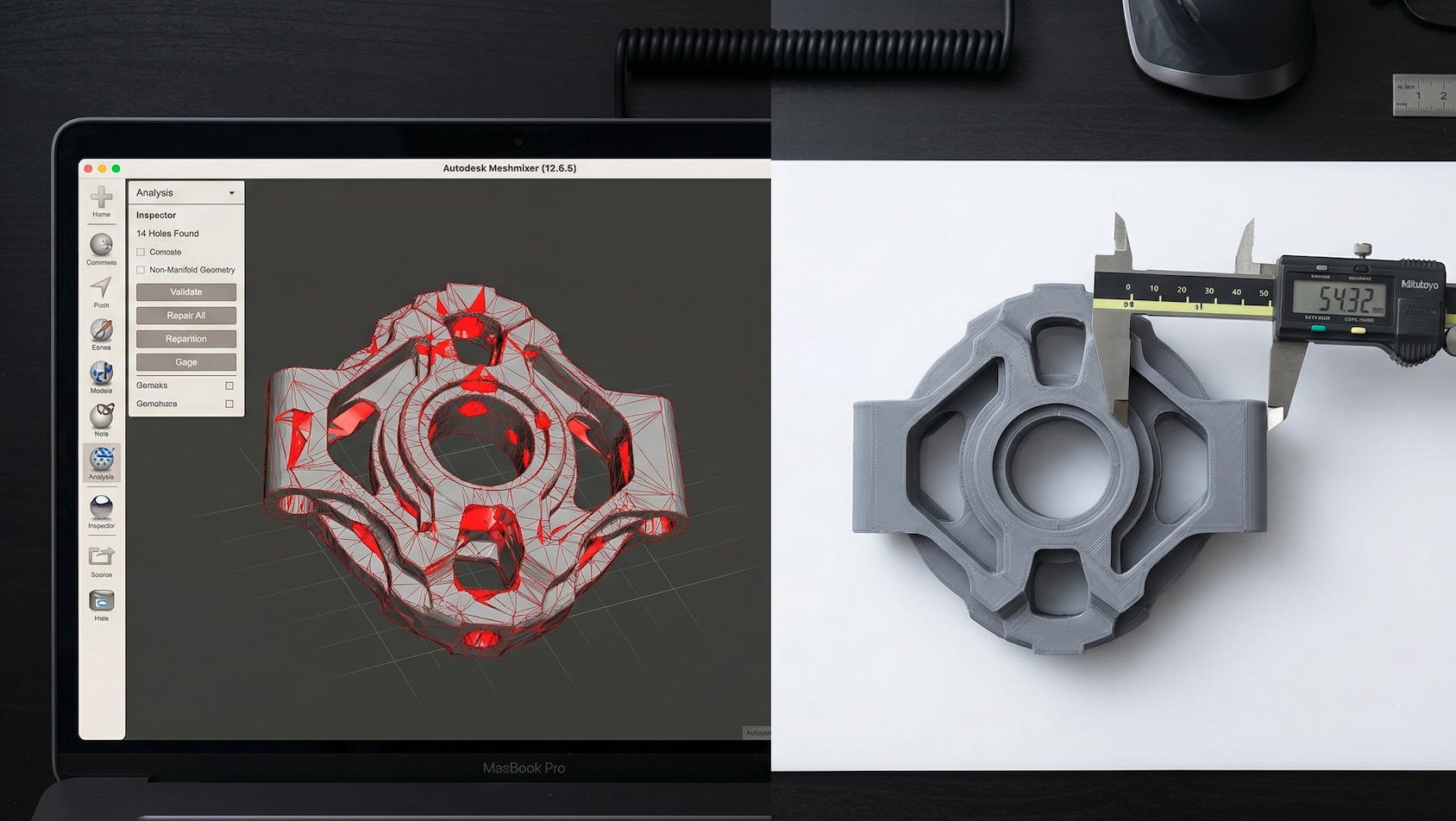
Un STL valide du point de vue mathématique peut pourtant être non-imprimable : trop mince, mal orienté, avec des surfaces non fermées ou des normales inversées. Ces problèmes ne déclenchent pas toujours d’erreur dans le slicer — ils produisent simplement des pièces ratées, des supports mal placés ou des impressions qui s’arrêtent à mi-chemin.
Chez 3D’Clypse, une bonne partie des demandes de devis que nous recevons nécessitent une correction de fichier avant lancement. Ce guide vous permet de faire cette vérification vous-même et de nous envoyer un fichier prêt à imprimer du premier coup.
01Les 6 erreurs les plus fréquentes
Mesh non-manifold (surface non fermée)
Erreur #1Un mesh manifold est une surface entièrement fermée, sans trou, sans arête partagée par plus de deux faces. Dès qu’une arête manque ou qu’un trou existe dans la surface, le slicer ne sait pas ce qui est « intérieur » et « extérieur » — il génère des trajectoires incohérentes.
Normales de faces inversées
Erreur #2Chaque triangle d’un STL a une normale — un vecteur perpendiculaire indiquant quel côté est « dehors ». Si certaines normales pointent vers l’intérieur, le slicer interprète ces surfaces comme des creux, ce qui produit des zones vides là où il devrait y avoir de la matière.
Épaisseurs de paroi insuffisantes
Erreur #3En FDM, l’épaisseur de paroi minimale imprimable dépend du diamètre de la buse (généralement 0,4 mm). Une paroi de 0,3 mm dans votre modèle sera soit ignorée par le slicer, soit imprimée avec une seule passe instable. Règle : minimum 0,8 mm pour une paroi simple, 1,2 mm pour une paroi structurelle.
Mauvaise unité d’export
Erreur #4Le format STL ne contient pas d’information d’unité. Un fichier exporté en pouces par erreur depuis un logiciel américain sera 25,4× trop grand à l’ouverture dans un slicer qui suppose des millimètres. Une pièce de 50 mm se retrouvera à 1270 mm — impossible à imprimer et difficile à détecter visuellement.
Géométries en porte-à-faux non supportées
Erreur #5En FDM, toute surface inclinée à plus de 45° par rapport à la verticale nécessite des supports d’impression. Si votre modèle comporte de grands porte-à-faux horizontaux (plafonds, surfaces sous-coupées), ils s’impriment dans le vide et s’effondrent. Prévoir ces zones en amont réduit les supports et améliore la qualité finale.
Résolution de triangles insuffisante
Erreur #6Le STL approxime les surfaces courbes avec des triangles. Si la résolution d’export est trop faible (STL grossier), les surfaces rondes apparaissent comme des facettes visibles sur la pièce finale. Inversement, une résolution excessive produit des fichiers énormes sans gain de qualité perceptible.
02Avant/après : ce que change une bonne préparation
☑️ Checklist avant envoi à 3D’Clypse
03Les meilleurs outils de vérification et réparation STL
L’outil de référence pour détecter et réparer les erreurs de mesh. Analyse automatique, visualisation des problèmes en couleur, réparation en un clic pour les cas simples.
GratuitVérifie automatiquement les STL à l’import, détecte les parois fines et propose une réparation via Netfabb intégré. Visualisation complète avant impression.
GratuitService web de réparation automatique de mesh. Uploadez votre STL, téléchargez le fichier réparé. Idéal sans logiciel installé. Version basique gratuite.
WebPuissant pour les corrections manuelles complexes : normales, remplissage de trous, remaillage. Courbe d’apprentissage plus élevée mais polyvalence maximale.
GratuitIdéal pour retravailler la source CAO plutôt que le mesh. Check Geometry intégré pour les solides. Export STL paramétrable en résolution fine.
GratuitExport STL et STEP de qualité professionnelle avec contrôle précis de la résolution. Gratuit pour usage personnel et éducatif.
Gratuit*04Paramètres slicer recommandés pour envoyer à un prestataire
Si vous slicez vous-même avant d’envoyer le fichier (gcode ou 3mf), voici les paramètres que nous recommandons chez 3D’Clypse selon le type de pièce :
| Paramètre | Pièce visuelle | Pièce technique | Pièce résistante |
|---|---|---|---|
| Hauteur de couche | 0,15 mm Fin | 0,20 mm | 0,25 mm Rapide |
| Périmètres (walls) | 3 | 4 | 5–6 |
| Remplissage (infill) | 10–15% | 20–30% | 40–60% |
| Pattern infill | Gyroïde | Grille | Cubic / Honeycomb |
| Couches pleines (top/bot) | 4 / 4 | 5 / 4 | 6 / 5 |
| Supports | Si nécessaire | Arbre Recommandé | Normaux |
| Adhérence plateau | Brim 5 mm | Brim 3 mm | Raft si PA/PC |
05Questions fréquentes
Vaut-il mieux envoyer un STL ou un STEP ?
Mon slicer ne signale aucune erreur, est-ce que mon fichier est bon ?
Puis-je envoyer directement le fichier source FreeCAD ou Fusion 360 ?
Que se passe-t-il si je vous envoie un fichier avec des erreurs ?
Fichier prêt ? On s’en occupe.
Envoyez votre STL ou STEP : analyse gratuite, devis sous 24 h, aucun minimum de commande.